
- Hirdetés -
Dimenzióváltás a forgácsolásban: az U-tengely alkalmazása és előnyei
Madocsai Tamás - Magyar Dániel - Hugai Gábor

A Knorr-Bremse Vasúti Jármű Rendszerek Hungária Kft. azon kevés hazai gyártó cégek egyike, amely nem csak ismeri, hanem alkalmazza is forgácsolási folyamataiban az U-tengely technológiát. Az U-tengely segítségével szinte bármilyen felület kialakítható, amit esztergakéssel meg lehet valósítani. Az alkalmazás során szerzett értékes tapasztalatok pedig segítik a vállalati hatékonyság javítását és a versenyképesség növekedését is. A piacvezető vasúti fékrendszereket fejlesztő és gyártó vállalat budapesti telephelyének szakemberei, Madocsai Tamás forgácsolási terület vezető, Magyar Dániel forgácsolószerszám mérnök és Hugai Gábor CNC-technológus osztotta meg velünk tapasztalatait.
A szerszámgépgyártók egyik legfőbb fejlesztési törekvése, hogy gépeik minél sokoldalúbbak legyenek. Nagy részük ma már forgalmaz úgynevezett mill-turn megmunkálóközpontokat. Azonban hiába a többféle funkció egy-egy szerszámgépen, számos alkatrészt így is csak külön fázisokban és különböző gépeken lehetséges kialakítani.
Ha ránézünk egy tengelyszerű alkatrészre, a legtöbb szakembernek az esztergagép jut eszébe, hiszen hozzászoktunk, hogy tengelyt azon alakítunk ki. Amennyiben a tengelyszerű alkatrészen található egy olyan marással előállítandó felület, amelyet nem tudunk a CNC esztergaközponton kialakítani, külön felfogást kell létrehozni a CNC maróközponton.
- Hirdetés -
„Egyrészt a fenti probléma megoldására, másrészt a megmunkálási idő, illetve a mellékidők csökkentésére született az U-tengely koncepció” – mondja Magyar Dániel, a Knorr-Bremse Budapest forgácsolószerszám mérnöke.
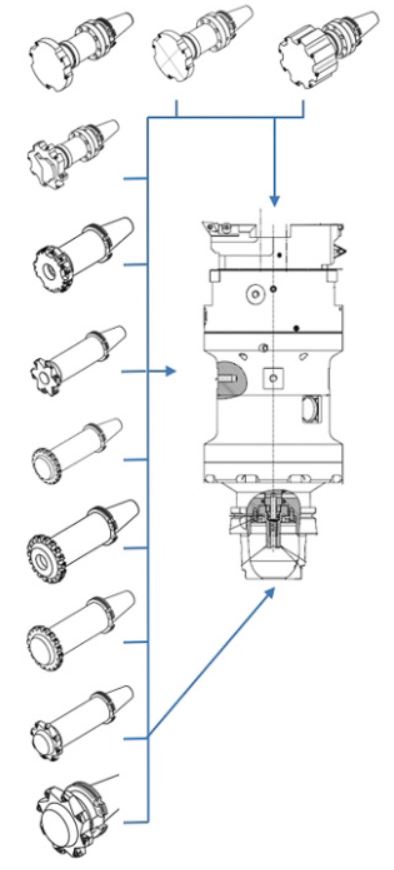
Az U-tengely a szerszámgép főorsójába fogható programozható kiesztergáló fej.
Az eljárás segítségével marógépen esztergálhatunk. Most sokan gondolhatják, hogy ez korábban is létezett, hiszen erre ott a forgatható körasztal (B-tengely), ám mi van akkor, ha két vagy akár több furatkép-csap található az alkatrészen?
Lássuk a kinematikát!
A maróorsó közepén található egy tengely, melyet egy, a főorsó tetején lévő szervomotor forgat meg. A főorsó szerszám felőli oldalán van egy kuplungszerkezet, a hajtás pedig ennek segítségével továbbítódik a kiesztergáló fejbe. A fejben található áttétel a forgómozgást egyenes irányú mozgássá alakítja át.

Külső meghajtás (a bal oldali képen látható „stator”), illetve főorsón keresztüli vezérlés (jobb oldali kép, nincs külső egység).
Jól látható, hogy a gépen belüli kialakítás elvesz a munkatér férőhelyéből, így hosszabb szerszámkinyúlásokat kell alkalmazni.
Milyen alakzatok kialakításához használható az U-tengely?
Legyen szó gömbfelületekről, kúpokról, vagy akár beszúrásokról, az U-tengely segítségével szinte bármilyen geometria elkészíthető, amit egy esztergakéssel meg lehet valósítani.
Az U-tengely alkalmazása a Knorr-Bremsénél
Prototípusgyártás
Bizonyos esetekben az új alkatrészek kialakítása nem végleges, külsejük, illetve méretük a tesztek után még változhat. Ha a munkadarab a funkcionális tesztek hatására módosul, a hozzá rendelt speciális szerszámot selejtezni kell, ami felesleges, ráadásul drága is. Az anyagi szempont mellett az átfutási idő jelentős rövidítése az U-tengely segítségével szintén fontos előrelépés, hiszen itt akár hónapokról lehet szó. Egy új, speciális szerszám beszerzési ideje 8-14 hét, és ha többszöri változtatás történik, ez tovább hatványozódhat.
„Előfordulhat, hogy egy termék kifejlesztése az U-tengely használata révén akár fél évvel is felgyorsulhat, a költségek csökkenése révén pedig a versenyképesség is javul, ami valóban jelentős időmegtakarítás még egy olyan konzervatív iparágban is, mint a vasútipar” – emeli ki Hugai Gábor, a Knorr-Bremse CNC-technológusa.
Szériagyártás
Szériagyártás során elsődleges szempont az egy munkadarabra eső gyártási költség (cost/part), ami egy összetett számítás végeredménye. A kalkuláció többek között tartalmazza a megmunkálási időt, a szerszámköltséget és a szerszámváltás idejének költségét is.
„Korántsem biztos, hogy egy drága szerszámmal gyorsan fúrni olcsóbb, mint egy közepes árkategóriájú szerszámmal lassabban. A gyorsaság ugyanis nem mindig egyenlő a költséghatékonysággal” – állítja Hugai Gábor. „Jó példa erre egy vasúti fékegység házának megmunkálása. Az alkatrészen különböző méretű furatok, beszúrások, lépcsők találhatók. Ezeket a felületeket korábban külön-külön alakítottuk ki, kombinált lépcsős szerszámok segítségével.”
Szemléltető ábra: Az általunk használt megmunkálási módok közötti különbség
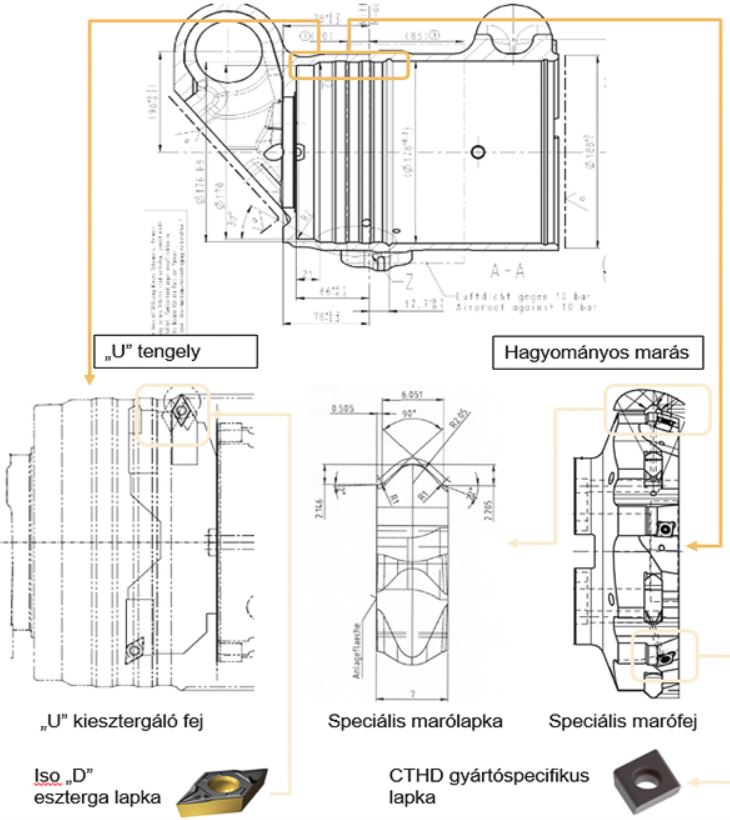
A jobb oldali részleten látható egy jellegzetes marószerszám, amely tartalmaz hét speciális forgácsoló lapkát, illetve hat gyártóspecifikus CTHD lapkát. A bal oldalon látható az U-tengely egységre szerelt különleges kiesztergáló adapter, amely mindösszesen három, bármely gyártó által forgalmazott ISO D forgácsoló lapkát tartalmaz. Ezek feleannyiba sem kerülnek, mint egyetlen darab speciális marólapka. Önmagában a megmunkálási időt tekintve a specifikus szerszám előnyt élvez, hiszen sokkal több éllel dolgozik. Ha csak ez az egy szerszám dolgozna, az nem jelente megtakarítást.
Más viszont a helyzet, ha a komplett furatképet vesszük figyelembe.
 Az U-tengely segítségével ugyanis nem egy, hanem 11 szerszámot váltottunk ki, elhagyva ezzel tíz szerszámcsere időt, mellékidőt, illetve főforgácsolási időt – azaz összesen három percet.
Az U-tengely segítségével ugyanis nem egy, hanem 11 szerszámot váltottunk ki, elhagyva ezzel tíz szerszámcsere időt, mellékidőt, illetve főforgácsolási időt – azaz összesen három percet.
Forgácsoló élekből (lapkákból) közel 70 darabbal kevesebbet használtunk fel így, aminek köszönhetően nem csak a szerszám, hanem a raktározási költség is csökkent. Mivel az új kiesztergáló fejben három egyforma kopóél található, melyek beszerzési ideje nem több 1-2 napnál, elegendő ezekből 30 darabot tartani raktáron, míg a 11 komplett szerszám esetén ez a szám meghaladja az ezret is.
Madocsai Tamás a Knorr-Bremse forgácsolási területének vezetőjeként más szempontokat is figyelembe vesz a technológiák kiválasztásánál. „Minden fejlesztésnél három tényezőt kell egyensúlyban tartani az állandó minőség megtartása mellett: a kibocsátást, esetünkben a „cycle time”-ot, a működési költséget, valamint a készletet, vagyis esetünkben a szerszámkészletet. Ezt a három faktort úgy kell egymással egyensúlyban változtatni, mintha egy egyenlőszárú háromszög oldalhosszúságát mozgatnánk. Ha csak az egyik szárhoz nyúlunk hozzá, az egyensúly megbomlik, a fejlesztés pedig nem lesz fenntartható.”
A szakértő hozzátette: „ha a fejlesztés költségeit vesszük, az egy közepes sportautó árával vetekszik, ami bárhonnan is nézzük, jelentős összeg. Beruházás előtt számításba kell venni, hogy a géppark, illetve az elvégzendő feladat indokol-e egy olyan volumenű befektetést, amely bizonyos esetekben csak évek alatt térül meg. Mivel a Knorr-Bremse egy fejlesztésorientált cég, ilyen módon lépést tudunk tartani a fokozódó piaci helyzettel.”
Knorr-Bremse

- Hirdetés -