
A marási technológia fejlesztésének mérföldkövei
A korszerű marást, mint fémforgácsoló eljárást a XVIII. század végétől származtatjuk, és hamarosan az egyik legalapvetőbb megmunkálási technológiává vált. Napjainkban marógépek nélkül elképzelhetetlen egy forgácsolóműhely. A marás alapvető fontosságú művelet.
A marás fejlődését a megmunkálással szemben támasztott követelmények növekedése indukálja, hiszen megkerülhetetlen technológiának számít. Vannak azonban olyan szempontok, amelyek erőteljesen befolyásolják a marás fejlődését.
Napjainkban komoly átalakuláson megy keresztül a megmunkálás, amely a marási technológia fejlesztési irányait is befolyásolja. Ezeknek a változásoknak több kiinduló oka van, mint például a fémforgácsolás pontosságával szemben támasztott, szigorúbb elvárások, a precíziós megmunkálásokban történő beruházás és a precíziós kovácsolás, a 3D nyomtatás széleskörű elterjedése, újfajta kompozitok és szinterfémek egyre nagyobb arányú felhasználása és a termelékenység növelésének igénye a nehezen forgácsolható szuperötvözetek és titán megmunkálásakor, és kiemelt figyelmet szentelnek az elektromos- és hibrid hajtású járműveknek a járműgyártó iparágban, ezekre a változásokra is válaszokat kell találni. A többtengelyes szerszámgépek fejlődésével ráadásul további lehetőségek nyíltak meg összetett alkatrészek precíz megmunkálására és új leválasztási stratégiákat tudtak kidolgozni a termelékenység növelése érdekében. A technológiai műveletek esetén az a tendencia körvonalazódik, hogy jelentősen csökken a maráskor a leválasztott anyagmennyiség, ezzel egyidőben egyre szigorúbb felületminőséget és pontosságot várnak el.
A marási technológia fejlődését tehát a termelékenység növelésének, a pontosság fokozásának és a fenntarthatóság megvalósításának igényei hajtják. A marási technológia főbb fejlesztéseit a következő pontokban foglaljuk össze:
- A gyors forgácsleválasztás érdekében a forgácsleválasztási sebesség (MRR) növelésére helyezik a hangsúlyt, a nagyobb termelékenységet a forgácsolósebesség vagy a fogankénti előtolás jelentős növelésével érik el. Ezt a módszert a nagysebességű marásnál (HSM) illetve, nagyoló műveletek esetén a nagy előtolású marásnál (HFM) alkalmazzák.
- Precíziós marással nagyobb pontosságot lehet elérni.
- Többtengelyes marás esetén a többtengelyes megmunkálóközpontok tudását aknázzák ki, bonyolult műveleteknél alkalmazzák.
- Az adaptív marás célja intelligens marórendszerek létrehozása, amelyek képesek alkalmazkodni a marási művelet során fellépő változások esetén, a paraméterek változtatásával.
- A fenntartható marás célja, hogy a marási műveletek során minimális legyen a környezeti terhelés. Ez magában foglalja a környezetbarát hűtő-kenő folyadékok fejlesztését, az elhasznált anyagok újrahasznosítását és ismételt felhasználását, és energiatakarékos szerszámgépek, marószerszámok alkalmazását egyaránt.

- Hirdetés -
Ezeken a területeken a siker azon múlik, hogy a kulcsfontosságú tényezők (szerszámgépek, forgácsolószerszámok, számítógéppel segített mérnöki rendszerek (CAE)) között mennyire sikerül megteremteni az összhangot. A nagysebességű maráshoz például rendkívül nagy fordulatszámú főorsóra van szükség a szerszámgép oldalról, ráadásul a szerszám esetén a fejlett szerszámanyagra és bevonatra kell ügyelni. A marási műveletek pontosságának javításához nemcsak szigorúbb tűréssel gyártott marószerszámokra, hanem fejlettebb CNC vezérlő és lineáris motoros mellékhajtásokra is szükség van. Többtengelyes marás esetén rendkívül pontosan szabályozott mozgású mellékhajtásokra és a megfelelő élgeometriájú marószerszámokra van szükség. Az adaptív marásnál komoly fejlesztéseket, mint például a legkorszerűbb mérőrendszereket, nagy felbontású érzékelőket és hatékony algoritmusokat vesznek igénybe a forgácsolási paraméterek és a szerszámpályák valós idejű optimalizálásához. A fenntarthatóságra való törekvés érdekében energiatakarékos marási stratégiákat kellett létrehozni, amelyeket a megfelelő szerszámgéppel, forgácsolószerszámmal és környezetbarát hűtő-kenő folyadékkal lehet megvalósítani.
A váltólapkás maróknál figyelhetjük meg a váltólapkák fejlődését a különböző műveletek tükrében.
- A lapkaanyagok fejlesztése egy olyan folyamat, amely magában foglalja a marószerszámok váltólapkáinál használt keményfém, kerámia és ultrakemény anyagminőségek fejlesztését.
- A bevonatolási technológiák fejlesztésének célja a minél kopásállóbb, nagyobb hőállóságú és jobb siklási tulajdonságokkal rendelkező bevonatok létrehozása.
- A forgácsolószerszám élgeometriája esetén a forgácsolóél kialakítását, a lapkákon a forgácsképződés elősegítését kell érteni, ahogy ezzel is csökkenti az ébredő forgácsolóerő nagyságát és a forgácsterelést biztosítja marás közben.
- A szerszámanyag hatékony felhasználása az intelligens lapkakialakítást is magában foglalja, hogy maximalizáljuk a forgácsolóélek számát és hosszát anélkül, hogy a forgácsolási teljesítmény csökkenne.
Az intelligens gyártást bemutató tanfolyamhoz ráadásul szükség van a marási műveletek és a marószerszámok integrálására a digitalizálási rendszerbe. A marószerszámok esetén a digitális ikrek és a megfelelő szoftveres alkalmazások ma már a kötelező tartozékai a szerszámkínálatnak.
Hogyan tudják a szerszámgyártók teljesíteni a kihívást? Melyik marószerszám kínálja a legjobb megoldást napjaink irányzatainak? A fémmegmunkálásban a hagyományosan konzervatívnak tekintett szerszámgyártási iparág vajon képes időben megoldást nyújtani az aktuális igényekre? Az ISCAR legújabb fejlesztései bepillantást engednek a fenti témákba.
A nagysebességű trochoidális marás esetén ívelt szerszámpályát alakít ki a vezérlő, hogy a forgácsolóél igénybevétele állandó maradjon, ezért a fogásba belépéskor kiküszöböli az ütésszerű igénybevételt. Ez a stratégia rendkívül termelékeny mély hornyok, zsebek és üregek marásakor, különösen, ha a megmunkálás stabilitása gyenge. Trochoidális marással ráadásul nehezen megmunkálható anyagok esetén (mint például edzett acélok vagy hőálló szuperötvözetek (HTSA)) is kiváló eredményt érhetünk el.
A CHATTERFREE EC-E7/H7-CF egy új szerszámcsalád a többélű, tömör, keményfém szármarók palettáján, amelyet kifejezetten trochoidális maráshoz fejlesztettek. A szerszámcsalád geometriáját változó horonyszögek és egyenlőtlen szögosztású forgácsolóélek jellemzik a jobb dinamikus viselkedés érdekében. Ezeket a szármarókat széles hossz-átmérő választékban lehet rendelni (1. ábra).

A korszerű szerszámgépeknek köszönhetően az alumíniumötvözeteket igen termelékenyen lehet marni rendkívül nagy főorsó fordulatszámmal, akár 33000 ford./perccel. Az ISCAR erre a célra fejlesztette a 90°-os csúcsszögű váltólapkás maróit, amelyekbe nagyméretű lapkákat lehet szerelni, és akár 22 mm (.870″) fogásmélységet is be lehet állítani (2. ábra). A váltólapkák tervezésekor különösen ügyeltek arra, hogy kiküszöböljék a lapkák radiális pozícióhibáját, amely a rendkívül nagy fordulatszám esetén ébredő nagy centrifugális erők hatására lép fel.

A nagy előtolású marást (HFM) széles körben alkalmazzák termelékeny, nagyolási műveletként összetett- és síkfelületek marásakor egyaránt. Az ISCAR HFM szerszámok széles palettáját kínálja, hogy minél többféle iparág igényeinek meg tudjon felelni. A közelmúltban további újdonságokkal bővült a kínálat. A LOGIQ-4-FEED családba tartozó HFM szerszámokba „csont-alakú” lapkákat kell szerelni (3. ábra), ez a szerszámcsalád mostantól nagyobb méretű lapkákkal is rendelhető. Ezek az újdonságok jelentősen bővítik az alkalmazási területüket, különösen alkalmasak fröccsöntőszerszámok mély üregeinek nagy előtolású marására. A NEOFEED a másik újdonságuk, amely kétoldalas négyzetlapkákkal szerelt HFM szerszámcsalád, ezért a lapkánkénti 8 forgácsolóéllel költséghatékony megoldást jelentenek.
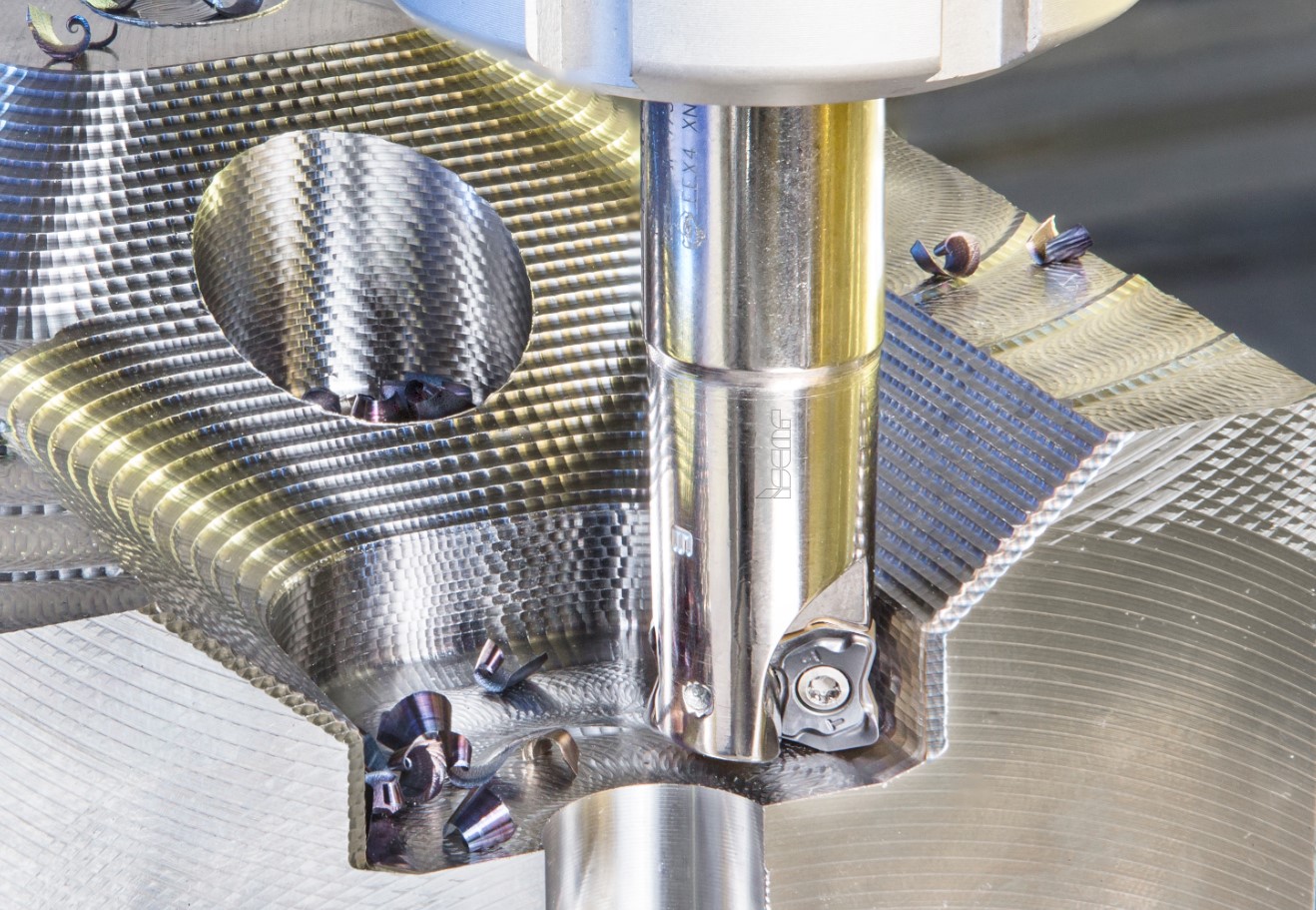
A többtengelyes szerszámgépek és a CAD/CAM rendszerek fejlődése tette lehetővé, hogy szegmens- vagy hordómarók használatával összetett alkatrészeket is precízen lehessen marni, ezért minimális megmunkálási ráhagyást is elegendő kialakítani az előgyártmányon. Az ISCAR háromféle kivitelben kínálja ezeket a marókat: tömörkeményfém kialakítással, cserélhető MULTI-MASTER fejjel, és egylapkás, szerelt kivitelben (4. ábra).

Hőálló szuperötvözetek (HTSA) marásakor kerámiaszerszámokkal rendkívül nagy forgácsolósebességet lehet elérni. Tény, hogy ebben az esetben a forgácsolósebesség akár 1000 m/perc (3300 sfm) is lehet. Az ISCAR legújabb kerámiaszerszámai kialakításuk szerint tömörkerámia szármarók és váltólapkás marószerszámok, kétoldalas körlapkákkal szerelve. A kétoldalas kialakítás mellett a kerámia szerszámanyag minél jobb kihasználása érdekében döntöttek. Ezen anyagok közé tartozik a „fekete” kerámia, a whiskers kerámia és a SiAlON (szilícium-nitrid-bázisú kerámiák egyik fajtája).
A fentebb említett példák jól jellemzik a marószerszámok főbb fejlődési irányait. Ha új igények merülnek fel, új megoldásokat kell kitalálni, ezek a kihívások hajtják előre az innovatív szerszámkonstrukciók fejlesztését.
