
Fémnyomtatott csonkállvány generatív módszerrel történő tervezése és gyártása
Nagy Ábel (Knorr-Bremse Budapest) - Pusztay Bence (Arrabona Racing Team)

Napjainkban kiemelt figyelmet kap a tömegcsökkentés a járműfejlesztések során, és ez fokozottan igaz a motorsportra. A mérnökök sokszor grammokért küzdenek, hogy a járművük menetdinamikai tulajdonságait tovább javítsák, és ezzel értékes másodperceket nyerjenek a versenypályán. A rohamosan fejlődő technológia pedig újabb és újabb kapukat nyit meg e cél felé. Alábbi összeállításunkban a Knorr-Bremse Vasúti Jármű Rendszerek Hungária Kft. és az Arrabona Racing Team együttműködésében megvalósult 3D fémnyomtató segítségével készült csonkállvány tanulmányát közöljük.
A Knorr-Bremse Vasúti Jármű Rendszerek Hungária Kft. azon kevés vállalat közé tartozik Magyarországon, ahol 3D fémnyomtató berendezés működik. Az eszköz képes 10-60 mikron méretű, azaz az emberi hajnál is vékonyabb alumíniumporból alkatrészeket építeni lézersugár segítségével. Több száz munkaórányi tapasztalatukból kiindulva a Knorr-Bremse szakemberei most egy különleges projekt keretében egy versenyautó csonkállványait, valamint több anyagvizsgálati próbapálcát bocsátottak a győri Arrabona Racing Team rendelkezésére.
A csapat tagjai egyetemi hallgatók, akik 2014 óta fejlesztenek és építenek minden évben saját versenyautót, hogy a Formula Student bajnokság keretein belül összemérjék tudásukat a világ legrangosabb műszaki egyetemeivel.
Cikkünkben egy futóműelem, a csonkállvány tömegoptimalizációján keresztül mutatjuk be, mekkora lehetőség rejlik a jelenleg elérhető leginnovatívabb tervezési és gyártási módszerek párosításában.
A tervezés folyamata generatív módszerrel történt, amelynek alapja egy iterációkból álló végeselemes szimuláció, azonban az eredmények további javítása érdekében a szoftver ezt gépi tanulással és mesterséges intelligenciával kombinálja.
“Ennél a metódusnál az előkészítés kapja a főszerepet: definiálni kell minden olyan tényezőt, ami a későbbiekben meghatározza majd az alkatrész geometriáját, vagy bármilyen formában kihatással lehet rá. Ide tartozik például az anyag-, illetve a megmunkálási technológiák kiválasztása, ahol lehetőség van akár több opciót is megadni, majd a generatív szimuláció során a program automatikusan válogatja össze ezeket a legoptimálisabb eredmény eléréséhez” – magyarázza Pusztay Bence, az Arrabona Racing Team mérnöke.
A legkötetlenebb geometriák és ebből eredően a legkisebb tömeg 3D nyomtatással érhető el. Ez már különböző fémek esetében is egy létező megoldás, segítségével lehetőség nyílik funkcionális alkatrészek gyártására.
Az előkészületek során kiemelt fontossággal bírnak a védett, illetve akadálygeometriák. A modellek felépítését a szoftver végzi, azonban tudnia kell, hogy melyek azok a geometriák, amelyeket mindenképpen tartalmaznia kell a végleges alkatrésznek (rögzítési pontok, csatlakozó felületek stb.), illetve hová nem építkezhet például a csatlakozó alkatrészek miatt.
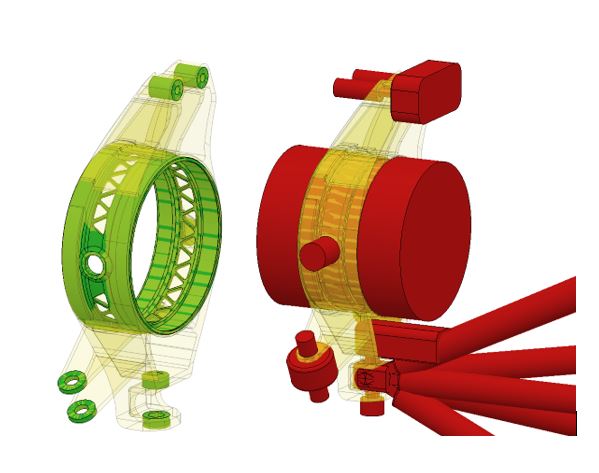
A fenti képeken áttetsző sárga színnel látható az egyik korábbi csonkállvány, zölddel a definiált védett geometriák (bekötési pontok, csapágyhelyek stb.), illetve pirossal ugyanezen alkatrész akadálygeometriái (kerékagy, lengőkarok stb.).
A védett geometriákra lehet a későbbiekben megadni a strukturális kényszereket, illetve a lehetséges terhelési eseteket, amelyeket figyelembe véve olyan eredményeket generál majd az algoritmus, hogy a végleges alkatrész mindegyikkel szemben károsodás nélkül ellenálljon. A csonkállványok esetében alkatrészenként 5 különböző terhelést modelleztek a projekt során, amelyek a különböző futóműerőkből, kormányzásból és a fékezésből eredő erőket képezték le. Ezeknek az erőknek a meghatározása jellemzően szimuláció segítségével vagy az autón végzett konkrét mérésekkel történt.
A fenti tényezők megadása után a generatív szimuláció futtatása volt a következő lépés, amely a kezdeti beállításoktól függően hozzávetőlegesen 10-15 opcionális modellt eredményezett. Ezek különböző szempontok alapján összehasonlíthatók, szükség esetén szabadon módosíthatók, hogy az esetlegesen fennmaradó feszültségcsúcsokat manuálisan redukálni lehessen.
Az itt bemutatott esetben a legjobb tulajdonságokkal a 3D nyomtatott alumínium (AlSi10Mg) megoldás rendelkezett, így a munka annak a modellnek az ellenőrzésével, utómunkálásával folytatódott.
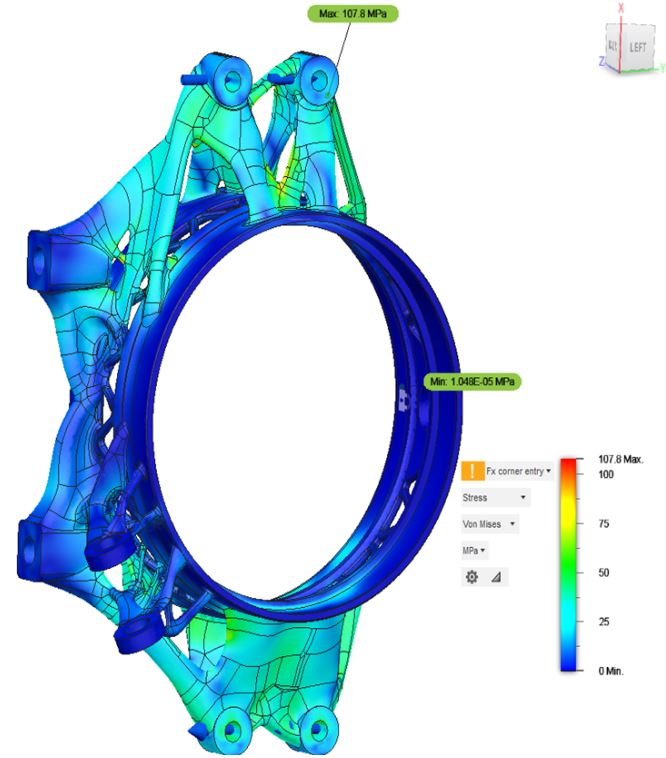
A fenti képen egy kanyarbejárat során fellépő erők okozta feszültségeloszlás látható, amely egy utólagos végeselemes szimuláció eredménye. Ellenőrzésképpen az összes terhelési esetre külön szimuláció készült, ahol az előre eltervezett feszültségcsúcsok, illetve a homogén feszültségeloszlás árulkodott a generatív módszer sikerességéről.
Az első csonkállvány végleges tömege darabonként mindösszesen 186 gramm lett, amely 29%-os tömegcsökkenést jelent a mart elődjéhez képest.
A generatív módszerrel tervezett hátsó csonkállványok tömege pedig egyenként 202 gramm, amely 41%-kal könnyebb a korábban használ alkatrésznél.
“A mi feladatunk az volt, hogy az eddigi széleskörű tapasztalatainkat felhasználva a műszaki rajz és a 3D-modell alapján meghatározzuk a nyomtatás ideális orientációját, megtervezzük a nyomtatáshoz szükséges támaszstruktúrákat és a kész alkatrészeket előállítsuk” – magyarázza Nagy Ábel, a Knorr-Bremse műszaki szakértői csapatának alkalmazásmérnöke.
A támaszstruktúrák támasztják meg és tartják helyben az alkatrészt a sikeres nyomtatás érdekében, valamint segítik a fémpor megolvadásához szükséges magas hőt elvezetni az alkatrészből. “E struktúrák mennyiségét minimalizálni kell, a cél a minél kevesebb hulladék előállítása és az, hogy ezeket a részeket minél könnyebben és gyorsabban el tudjuk távolítani az utómegmunkálás során. A Knorr-Bremse gyárban korábban felhalmozódott tudást felhasználva hibamentesen elsőre sikerült kinyomtatni a két első és a két hátsó csonkállványt, amelyek különböztek egymástól. Ezek az alkatrészek a geometriájuk miatt a bonyolultabbak közé tartoznak, ezért a gyártástervezés különös figyelmet igényelt” – teszi hozzá Nagy Ábel.

A 4 alkatrész 3D fémnyomtatása összesen 52 órát vett igénybe. A gép építőterének megfelelő kihasználtságának köszönhetően egyszerre nem egy, hanem két csonkállvány is készült egy nyomtatási programban.
A Knorr-Bremsénél elsősorban egyedi megrendelése, prototípusok és pótalkatrészek gyártására, design study-k készítésére használják a berendezést.

“Az Arrabona Racing Teammel folytatott együttműködésünk során egy teljesen új területen szereztük érdemi tapasztalatokat, rendkívül fontos volt ez a projekt a kompetencianövelés szempontjából. Rengeteg új információra tettünk szert a generatív tervezéssel megvalósuló alkatrészgyártás, a támaszstruktúrák kialakításával kapcsolatban is, és a csapat folyamatos visszajelzéseket ad arról is, hogyan működnek és viselkednek a 3D-nyomtatott alkatrészek a valóságban. A próbapálcák eredményeiről szintén tájékoztatnak minket, amelyeket anyagvizsgálatnak vetnek alá” – mondta Nagy Ábel.
A Knorr-Bremse Vasúti Jármű Rendszerek Hungária Kft.-nél a nyomtatás paraméterezett validációja már korábban lezárult és indusztrializálták a 3D fémnyomtatást is. Ennek köszönhetően a megkereséstől kezdve a kiszállításig minden a folyamatleírások szerint működik, emellett folyamatosan bővítik és fejlesztik a fémnyomtatási gyártócellát is.
A technológia mélységi megismerése abszolút sikerrel járt, a következő időszakra vonatkozó tervek között a nagyobb példányszámú gyártás is szerepel.
- Hirdetés -