
Megkülönböztetett figyelem

Amikor az adott alkalmazáshoz megfelelő forgácsolószerszámot keressük, nehéz meghatározni, hogy katalógus szerinti, vagy egyedi szerszámot válasszunk. Az ideális szerszám kiválasztásakor számos tényezőt kell figyelembe venni, figyelembe kell venni a gazdasági mutatószámokat, a megmunkálási lehetőségeket, a gyártás jellegzetességeit és néha a személyes preferenciákat is. Az adott szerszámgyártótól beszerezhető, katalógus szerinti szerszámok sokoldalúan felhasználhatók, ezért különféle, eltérő kialakítású alkatrészeket lehet velük megmunkálni.
A szerszám általában nemcsak egyféle hanem többféle anyag megmunkálásakor is kiváló teljesítményt nyújt. A gyártási folyamatok megfelelő ütemezése érdekében mindenképpen időben a partner rendelkezésére kell állnia a forgácsolószerszámoknak. A katalógus szerinti szerszámok tehát a fémmegmunkáló üzemek szerszám raktárai számára alapvető fontosságúak.

moduláris, gyorscserélős szerszámrendszer, a NEOSWISS
összetett alakú fejét 3D nyomtatással készítették
A különleges forgácsolószerszámokat az adott munkadarabon végzett, meghatározott művelethez tervezik, meghatározott szerszámanyagból készülnek, és bizonyos esetekben nem standard befogókészülék szükséges az adott gépre való felszereléshez. Az egyedi tervezésű szerszámozás tehát a legnagyobb forgácsolási teljesítmény és termelékenység elérését szolgálja. A megoldás hátránya, hogy a szerszám felhasználhatósága korlátozott, nem feltétlenül alkalmazható más műveletekhez. Az egyedi szerszámokat ezért elsősorban tömeggyártásnál kifizetődő alkalmazni, különösen az autóiparban elterjedt.
Az egyedi szerszámot nem lehet azonnal „levenni a polcról”, komoly mérnöki munka szükséges hozzá, a koncepció kialakítása az ügyféllel egyeztetve történik, ahogy a részletes tervek elkészítése is. Az egyedi szerszámok kiszállítási ideje emiatt jóval időigényesebb a katalógus szerinti szerszámoknál. A katalógus szerinti- vagy egyedi szerszámok közötti választás gyakran okoz fejtörést a fémmegmunkáló üzemek számára, hiszen ez nem korlátozhatja a feladatok határidejét. A kérdés adott, melyik szerszámozás a legjobb választás? Rábízhatja magát a műhely a „kulcsrakész”, azonnal hozzáférhető katalógus szerinti szerszámokra, vagy érdemes energiát és időt fektetni a hatékonyabb, egyedi szerszámokra? A gazdasági mutatószámokat természetesen figyelembe kell venni, mint például a darabonkénti gyártási költséget vagy a szerszámköltséget. Ideális esetben, ha a termelési programokat, a folyamatokat és a készleteket előre tervezik, a válasz egyértelmű lesz. Egyedi szerszám választásakor ezért döntő tényező lehet a minimális átfutási idő.
Az egyedi szerszámok tervezésére fordított idő változó. Némelyikük csak kismértékben tér el a katalógus szerinti szerszámoktól, például változik a csúcssugár vagy a szerszám hossza. Ezeket a változatokat „félkatalógus” termékeknek minősítik, és viszonylag gyorsan le tudják gyártani. Az egyedi szerszám tervezési szükségletét egy esettanulmánnyal határozzák meg, amely során az ügyfél megmunkálási korlátait mérik fel, beleértve a költségelemzéseket és a gyártási időt is. Az esettanulmányból a korlátokat és a költséghatékonyságot elemzik melyek végső soron az egyedi szerszám ideális szállítási idejét is előre jelzik . Szerencsére más módszerekkel is lehet rövidíteni az egyedi szerszámok szállítási idejét, például cserélhető dolgozórészű-, feltűzhető marófejű tömör szerszámokkal, vagy szerelt, lapkás kivitelben. A szerszámgyártó által vállalt szállítási határidő fontos tényező a döntés meghozatalában.
A moduláris szerszámozási rendszer, mint például az ISCAR MULTI-MASTER családja (lásd az 1. ábrán) az egyedi szerszámok alternatívája lehet, amely használatakor a forgószerszámokat cserélhető, tömör, keményfém dolgozórésszel lehet szerelni. A szerszámrendszer konfigurálásakor szerszámtestek (a gyári elnevezés szerint „szárakként” hivatkoznak rá), adapterek, toldatok és csökkentő hüvelyek széles palettájából lehet választani, így különféle műveletekhez megfelelő szerszámot lehet összeállítani.
Az egyedi szerszámok készítésében új távlatokat nyit az additív gyártás (AM). A technológia segítségével viszonylag rövid gyártási idő alatt lehet összetett geometriájú alakzatokat gyártani. Simító fogások és az élek köszörülése továbbra is szükséges, de megdöbbentő, hogy mennyire közel áll a készdarabhoz a gyorsan legyártható előgyártmány (lásd a 2. ábrán). 3D nyomtatással ezen kívül keményfém váltólapkákat is lehet gyártani anélkül, hogy öntőformát készítenének hozzá, ami jelentősen gyorsítja a folyamatot és csökkenti a költségeket is. A művelet kiválóan alkalmas arra, hogy a fejlesztési fázisban a lapkák prototípusait és a egyedi lapkákat elkészítsék kisszériában. Az additív gyártási eljárásokkal készült keményfém váltólapkák és fejek egyre elterjedtebbek, hiszen az egyedi szerszámokat és alkatrészeiket így sokkal gyorsabban lehet legyártani.
tárcsa alakú előpréselt fejet az ügyfél az igényeire tudja
szabni egyedi maró élgeometriák kialakításával.
A fémmegmunkáló műhelyek tehát az igényeiknek megfelelően konfigurálhatnak és gyorsan gyárthatnak egyedi szerszámot, ha a katalógus szerintiek nem felelnek meg az elvárásaiknak. Előfordul azonban, hogy nem tudják a szerszámgyártás összes technológiai lépését maguk elvégezni. Ebben az esetben a szerszámgyártók katalógus szerinti szerszámként „félszabványos” szerszámot kínálnak, amelyből az ügyfél az igényei szerinti geometriát már gyorsabban tudja legyártatni. A félszabványos szerszámok előmunkált szerszámtestek, lapkák és fejek lehetnek. Az ISCAR, és még néhány szerszámgyártó a katalógus szerinti termékpalettáján is kínál ilyen, előmunkált alkatrészeket.
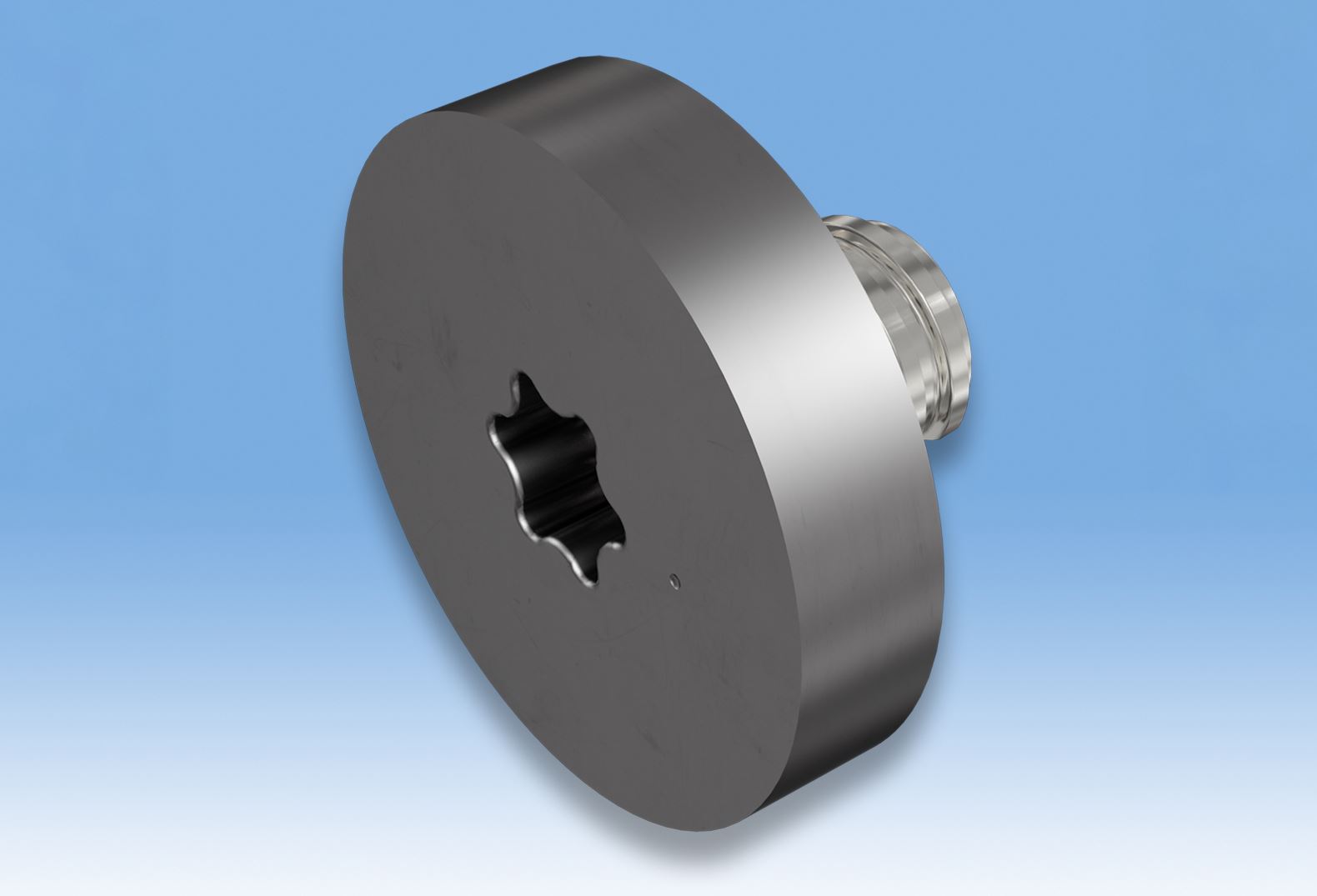
A MULTI-MASTER termékcsaládban extra hosszúságú szerszám szárak is megtalálhatóak, amelyek egyik felén a MULTI-MASTER csatlakozás menetét alakították ki,a másik oldalán pedig egy központfuratot található, így esztergába befogva könnyen megmunkálható azaz tetszés szerint átmérő és hossz állítható be. Az ISCAR a nemrégiben új bevonat nélküli keményfém marófejeket mutatott be amelyek kiindulási darabként másnéven blank-ént funkcionálnak : a tárcsa alakú homlokrész hatszögletű (TORX) süllyesztés tartalmaz a meghúzáshoz, a hátsó részére pedig a MULTI-MASTER csatlakozás külső menetét munkálták (3. ábra). Ezeket a fejeket a MULTI-MASTER szerszámszárakra szerelve azután az ügyfelek a saját műhelyükben tovább munkálhatják, mint például hornyok, zsebek, ívelt felületek, fogaskerekek marására, menetmegmunkáláshoz, stb.
Az ISCAR termékpalettája a PENTACUT-27 családdal is bővült, amely a nevéből adódóan ötélű, előpréselt lapka testet jelent (4. ábra). Ezeket a csillag alakú, keményfém, előpréselt lapkákat az ügyfél tudja készre köszörülni, és különféle, alakos beszúrások készítésére alkalmasak, például szíjtárcsák profiljainak, csapágyfészkek vagy különféle fittingek megmunkálásakor. Nem mindegyik műhely alkalmas alakos szerszámok készre köszörülésére, és néha a rapid igények kielégítésére nincs elég kapacitásuk a szerszámgyártóknak. A saját korlátaikat figyelembe véve azonban az ügyfelek meg tudják találni a módját az egyedi szerszámok beszerzésének vagy gyártásának, ha a határidő betartása fontos. Azzal, hogy lehetőségük nyílik a saját szerszámaikat maguknak elkészíteni, komoly terheket vesznek le a gyártás válláról.
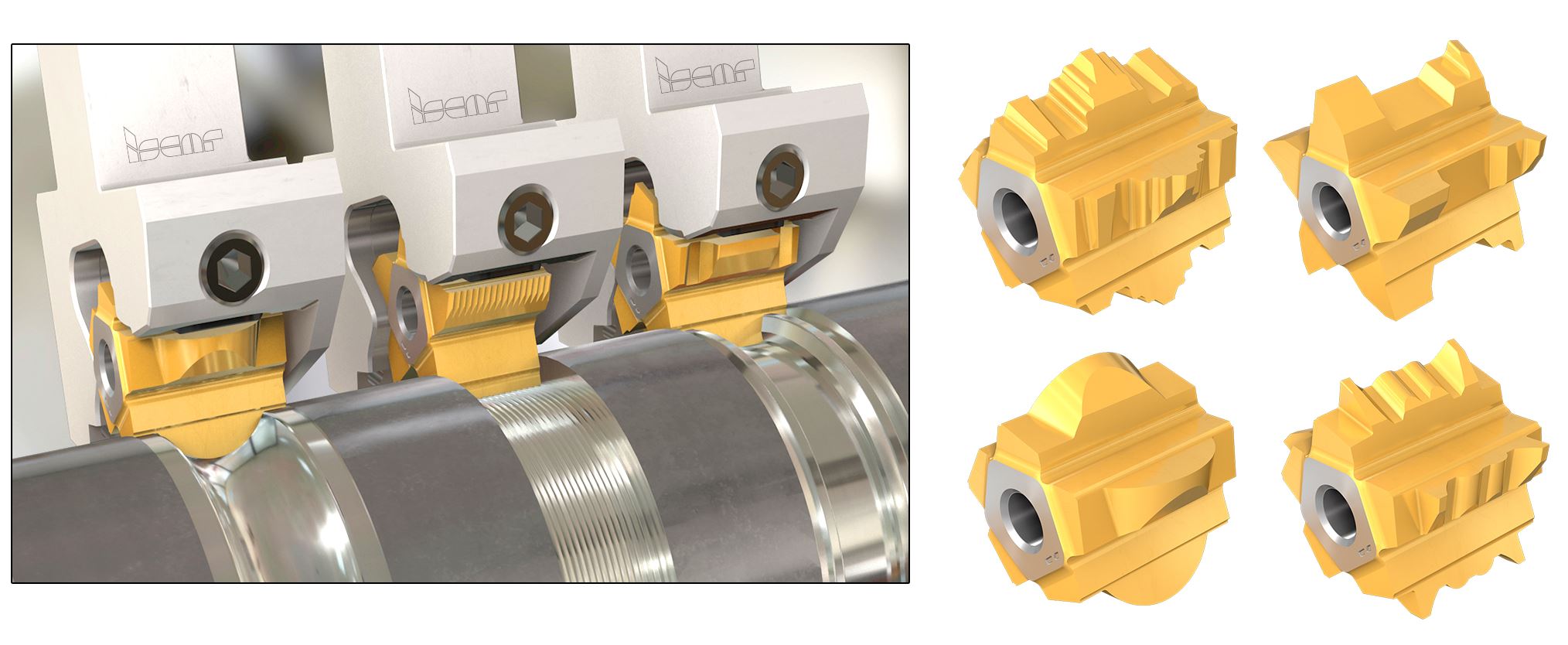
megoldást nyújtanak összetett geometriák beszúrására
alkalmas, alakos szerszám gyártásához
- Hirdetés -